導入事例

並び順
-
Starwood Forest Products AS様
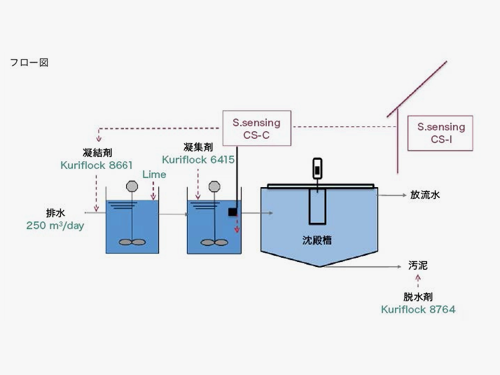
廃棄物量削減と焼却にかかるエネルギー削減のため、汚泥量を低減させるという課題に貢献した事例の紹介です。凝集状況をオンライン監視・薬注制御を最適化することで廃棄物を削減、さらに排水処理の安定化と運転管理の省力化にもつながりました。
-

蒸気熱交換器の熱伝達率向上で、燃料使用量を2.8%削減
CELUPA INDUSTRIAL CELULOSE E PAPEL GUAÍBA LTDA.様
蒸気発生に使用する燃料の削減を実現し、CO2排出量や蒸気用の淡水使用量削減など、環境面でも成果を上げた事例を紹介します。
-
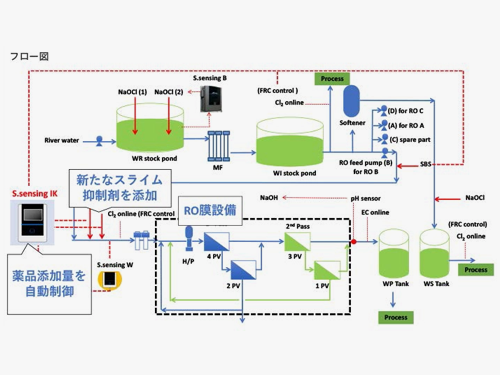
センサー制御で薬品類の添加量を監視、RO膜設備の安定化に貢献
Ajinomoto Co., (Thailand) Ltd. (Ayutthaya plant)様
RO膜設備で使用する薬品量を適正化し、RO膜設備の安定化を実現及びメンテナンスコストを削減できた事例を紹介します。
-

38万kWh/年の電⼒使⽤量と173t/年のCO2排出量を削減
Micron Memory Taiwan Co., Ltd.様
全有機炭素(TOC)分解装置は、超純⽔製造システムを構成する設備の⼀つです。その装置が多量の電力を消費してしまう課題に対して、省エネ・CO2削減につながった事例を紹介します。
-
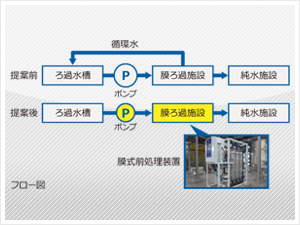
効率的な設備への更新により、電力量90%削減!
株式会社HGSTジャパン様
株式会社HGSTジャパン様は、効率的な設備の更新により、電力量90%削減されています。
-

最適な排水処理装置を選定し、廃棄物量を95%削減!
株式会社鯖江村田製作所様
株式会社鯖江村田製作所様は、最適な排水処理装置を選定することで廃棄物量を95%削減されています。
-

工場排水の回収・再利用により、水使用量を30%削減!
帝人聚碳酸酯有限公司様
帝人聚碳酸酯有限公司様は、工場排水の回収・再利用することにより、水使用量を30%削減されています。
-

排水処理設備を最適化し、汚水処理量を14万6千m3/年増強!
一正蒲鉾株式会社 本社工場様
一正蒲鉾株式会社は、排水処理設備の能力を増強することで、汚水処理量を146千m3/年増強されています。
-
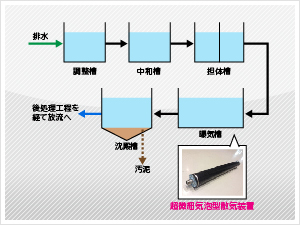
散気装置の最適化により、電力消費量を12%削減!
アイオン株式会社 関東工場様
アイオン株式会社関東工場様は、排水の生物処理で使用している散気装置を最適化することで、電力消費量を12%削減されています。