解決方法を探す 検索結果
全選択を解除する
108
件 該当しました
並び順
-
導入事例
 廃棄物量削減と焼却にかかるエネルギー削減のため、汚泥量を低減させるという課題に貢献した事例の紹介です。凝集状況をオンライン監視・薬注制御を最適化することで廃棄物を削減、さらに排水処理の安定化と運転管理の省力化にもつながりました。
廃棄物量削減と焼却にかかるエネルギー削減のため、汚泥量を低減させるという課題に貢献した事例の紹介です。凝集状況をオンライン監視・薬注制御を最適化することで廃棄物を削減、さらに排水処理の安定化と運転管理の省力化にもつながりました。 -
導入事例

蒸気熱交換器の熱伝達率向上で、燃料使用量を2.8%削減
蒸気発生に使用する燃料の削減を実現し、CO2排出量や蒸気用の淡水使用量削減など、環境面でも成果を上げた事例を紹介します。 -
相談事例

エバポレータの熱伝達率向上により省エネを実現
製紙業のお客様から黒液エバポレータで使用する蒸気量を削減できないかとご相談を受けました。「Kurita Dropwise Technology」をご提案し、エバポレータの熱伝達率が改善したことで、蒸気原単位の13%削減(省エネルギー)に繋がった事例を紹介します。
-
相談事例

エアーヒータの熱伝達率向上により省エネを実現
鉄鋼業のお客様から連続溶融亜鉛めっきラインでの省エネ策として蒸気使用量を削減できないかとご相談を受けました。「Kurita Dropwise Technology」をご提案した結果、熱交換器の伝熱効率が向上し、蒸気使用量を15%削減できた事例をご紹介します。
-
相談事例

純水製造を管理する人がいないので、管理の手間を減らしたい
電子部品製造業のお客様から純水装置の管理の手間を削減したいとのご相談がありました。運転状態の監視、メンテナンスなどすべてクリタが管理するKWSSをご提案。純水装置の管理業務がほぼ無くなり、他業務に回せる時間が増えたとの声をいただきました。
-
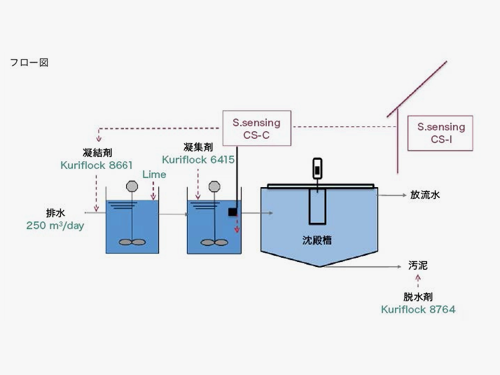
故障・トラブル事例
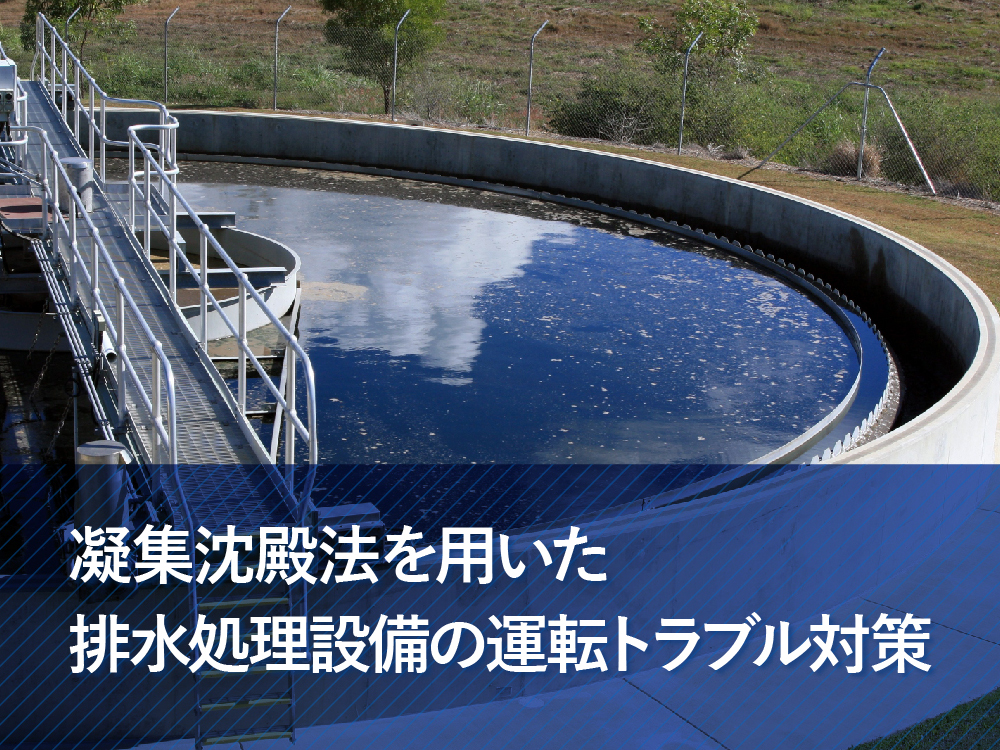
凝集沈殿法を用いた排水処理設備の運転トラブル対策
-
導入事例
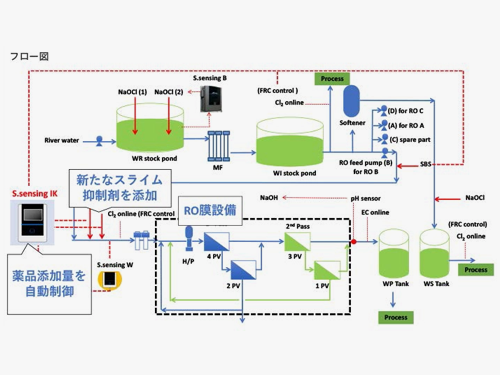
センサー制御で薬品類の添加量を監視、RO膜設備の安定化に貢献
RO膜設備で使用する薬品量を適正化し、RO膜設備の安定化を実現及びメンテナンスコストを削減できた事例を紹介します。 -
導入事例

38万kWh/年の電⼒使⽤量と173t/年のCO2排出量を削減
全有機炭素(TOC)分解装置は、超純⽔製造システムを構成する設備の⼀つです。その装置が多量の電力を消費してしまう課題に対して、省エネ・CO2削減につながった事例を紹介します。 -
注目製品・サービス紹介

排水処理における環境負荷低減・省力化・安定処理を実現する「テレマックNEO-CS」
排水の水質の変動により薬品注入量が過不足になることなど、運転調整が難しく手間が多い凝集処理を、クリタがサポートするサービスを紹介します。リアルタイムな自動制御・遠隔監視により、人手をかけずに環境負荷低減と排水の安定処理を両立することができます。